
















Tin Kiến Thức, Kỹ Thuật
Làm sao để hạn chế rỗ khí khi hàn nhôm?

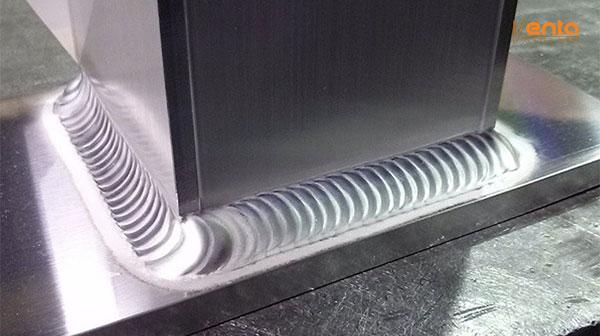
Rỗ khí luôn là nỗi ám ảnh của thợ hàn khi làm việc với nhôm tấm. Mối hàn nhìn đẹp bên ngoài nhưng bên trong lại tồn tại những lỗ khí nhỏ li ti – không chỉ ảnh hưởng đến độ bền mà còn gây mất thẩm mỹ và giảm chất lượng toàn bộ sản phẩm. Vậy làm sao để hạn chế rỗ khí khi hàn nhôm? Bài viết này sẽ cùng bạn đi từ nguyên nhân đến giải pháp, đồng thời gợi ý lựa chọn vật liệu phù hợp để giảm thiểu lỗi ngay từ đầu.
Muốn hàn nhôm ít rỗ, phải bắt đầu từ vật liệu
Một điều mà nhiều người không để ý, là chất lượng vật liệu đầu vào ảnh hưởng trực tiếp đến khả năng sinh khí trong mối hàn. Nếu tấm nhôm không đạt độ tinh khiết cao, chứa nhiều tạp chất, lớp oxit dày hoặc bề mặt không đồng đều, dù bạn có chỉnh máy kỹ cỡ nào thì mối hàn vẫn có nguy cơ bị lỗi.
Tại Kenta Việt Nam, chúng tôi khuyên khách hàng nên lựa chọn những dòng nhôm tấm chuyên dụng cho hàn nhôm, chẳng hạn như nhôm 5052 hoặc nhôm 6061, có sẵn ở kho theo nhiều độ dày, khổ lớn (1200x2400mm, 1500x3000mm…), đầy đủ chứng chỉ COCQ.
Đặc biệt, nhôm 5052 được đánh giá rất tốt khi hàn TIG hoặc MIG – vì có thành phần hợp kim phù hợp, ít tạp chất, lớp oxit bề mặt ổn định, khi hàn dễ kiểm soát và mối hàn ít bị rỗ. Với những kết cấu yêu cầu cao hơn về cơ tính, nhôm 6061 cũng là lựa chọn ổn định, nếu đi kèm đúng dây hàn và kỹ thuật phù hợp.
Làm sạch bề mặt bước bắt buộc trước khi hàn nhôm
Bề mặt nhôm tưởng như sạch nhưng thực tế lại chứa rất nhiều lớp oxit và hơi ẩm bám lâu ngày. Đây chính là “nguồn cấp khí” gây rỗ nếu không được loại bỏ trước khi hàn. Vì vậy, làm sạch đúng cách là điều bắt buộc nếu muốn kiểm soát rỗ khí.

Bạn có thể dùng bàn chải inox mềm để đánh lớp oxit, hoặc tốt hơn là dùng hóa chất tẩy chuyên dụng cho nhôm (etching solution) – giúp loại bỏ oxit mà không làm xước bề mặt. Sau khi xử lý, cần lau khô hoàn toàn bằng vải sạch, không để nhôm tiếp xúc với tay trần (vì mồ hôi cũng chứa ẩm và tạp chất).
Tại Kenta, khi giao nhôm cho khách gia công, chúng tôi luôn khuyến nghị sử dụng tấm nhôm mới – được bảo quản khô ráo – thay vì nhôm tồn kho lâu ngày, nhằm hạn chế tối đa rủi ro khi hàn. Đôi khi, một chi tiết nhỏ như lớp oxit mỏng cũng khiến cả loạt sản phẩm bị hỏng mối hàn.
Chọn dây hàn nhôm và khí hàn phù hợp
Nhiều người chỉ chú ý đến máy hàn mà bỏ qua dây và khí – trong khi đây mới là yếu tố giúp “kiểm soát” oxy và hydro trong suốt quá trình hàn.
Với nhôm 5052, dây hàn nhôm phổ biến nhất là ER 5356 – cho mối hàn chắc, độ ngấu tốt và giảm thiểu rỗ khí hiệu quả. Với nhôm 6061, có thể dùng ER 4043 nếu cần bề mặt mối hàn mịn hơn, dễ gia công sau hàn. Dây hàn nhôm phải luôn được bảo quản trong túi chống ẩm, không để lộ lâu trong không khí.
Về khí bảo vệ, Argon tinh khiết (99.99%) là lựa chọn hàng đầu để hạn chế rỗ khí. Nếu điều kiện cho phép, bạn có thể dùng hỗn hợp Argon–Helium để cải thiện khả năng truyền nhiệt và ngấu sâu hơn, đặc biệt khi hàn tấm nhôm dày.
Kỹ thuật hàn và thông số máy điều chỉnh sao cho chuẩn?
Một mối hàn đẹp, ít rỗ không thể thiếu được kỹ năng và sự am hiểu kỹ thuật. Người thợ cần chọn đúng dòng điện, điện áp, tốc độ cấp dây và tốc độ di chuyển tay hàn. Nếu hàn quá nhanh, khí chưa kịp thoát đã bị giữ lại bên trong. Nếu quá chậm, mối hàn bị nung lâu dễ hấp thụ hơi ẩm từ không khí.
Với máy hàn TIG, nên sử dụng dòng điện AC có điều chỉnh cân bằng cực, cho phép phá lớp oxit và làm nóng đều vùng hàn. Nếu là MIG, tốc độ dây phải ổn định, kết hợp với vận tốc di chuyển đều tay để tránh điểm nóng cục bộ.
Khi hàn nhôm tấm mỏng (dưới 3mm), kỹ thuật viên cần cực kỳ cẩn thận vì mối hàn rất dễ bị cháy thủng hoặc sủi khí nếu đi quá nhanh hoặc để hồ quang dao động quá nhiều.
Cách phát hiện rỗ khí và xử lý sau khi hàn
Không phải lúc nào mắt thường cũng nhìn thấy rỗ khí, nhất là khi nó nằm bên trong mối hàn. Với sản phẩm yêu cầu cao, bạn có thể sử dụng kiểm tra siêu âm hoặc chụp X-quang để phát hiện rỗ khí ẩn. Trong sản xuất hàng loạt, rỗ khí thường lặp lại theo chu kỳ, nên có thể phòng ngừa từ nguyên nhân gốc.
Nếu phát hiện rỗ khí, mối hàn cần được mài bỏ lớp trên và hàn lại từ đầu, không nên “chắp vá” bằng cách bù kim loại lên trên – vì điều này khiến bên trong vẫn tồn tại lỗi, dễ nứt vỡ khi sử dụng lâu dài.
Tại Kenta Việt Nam, chúng tôi hỗ trợ khách hàng từ lựa chọn nhôm – tư vấn dây hàn – đến kết nối đơn vị gia công đạt chuẩn. Điều này giúp người dùng tránh được sai sót trong quá trình thực tế, nhất là với sản phẩm xuất khẩu hoặc kết cấu có yêu cầu kỹ thuật cao.
Hạn chế rỗ khí khi hàn nhôm không khó nếu làm đúng từ đầu
Rỗ khí khi hàn nhôm là lỗi phổ biến nhưng hoàn toàn có thể phòng tránh. Việc làm sạch vật liệu, chọn đúng dây hàn – khí hàn, thiết lập thông số phù hợp và hiểu đặc tính vật liệu sẽ giúp bạn tạo ra những mối hàn sạch, chắc và thẩm mỹ.
Nếu bạn đang tìm kiếm nhôm tấm chất lượng cao để hàn MIG hoặc TIG, hãy cân nhắc đến dòng nhôm 5052 – 6061 đang có sẵn tại Kenta Việt Nam. Với kho hàng đa dạng, hỗ trợ cắt theo yêu cầu và tư vấn kỹ thuật tận tình, Kenta không chỉ là nơi cung cấp vật liệu mà còn là người bạn đồng hành đáng tin cậy trong mọi dự án cơ khí – chế tạo.


